|
一、施工资质
我公司持有建设部颁发的化工石油工程施工一级企业资质证书,持有国家专业管理部门核发的AR1、AR2(含球片压制)、AR3、
CR1级压力容器设计、制造、现场组焊许可证,锅炉安装、压力管道安装许可证、国家计量二级资格证,在用压力容器(含球罐)检验资格证,取得了ISO9001质量体系认证证书、美国机械工程师协会(ASME)U、U2授权证书。中国石化集团公司设备质量检测中心、国家质量技术监督局批准的锅炉压力容器检验站及北京市焊接技术中心均设在我公司。
二、 施工人员
我公司现有职工2500多人,其中管理和技术人员500余人,熟练技工1500余人。我公司有一批有着丰富施工经验的既懂技术又懂管理的项目管理人员。
在专业技术人员中长期从事储罐技术管理和技术服务的技术人员有200余人,其中有国内知名焊接和无损检测专家10余人,这些施工技术和管理人员在施工中积累了丰富的储罐施工经验。
我公司有着一支高素质的工人队伍,在储罐施工中积累了丰富的经验,我公司的焊工代表队1999年、2000年连续两次获得中石化系统团体第一名,2001年参加全国焊接比赛获得个人第12、13、16名。
三、施工装备
我公司现有用于储罐壁板和球壳板下料的龙门切割机4台,最大切割宽度3000mm;用于储罐壁板和球壳板压制成型的800吨和1200吨油压机各一台,最大压制成型厚度为50mm。
我公司拥有国内最大的600吨液压式全路面吊车一台,各种规格的吊车50余台,能够满足现场安装储罐的吊装要求。
我公司拥有用于大型储罐焊接施工的各种LINCOLN自动焊设备50余台套。其中用于大型立式储罐的气电立焊焊机4台,埋弧横焊焊机8台,埋弧自动焊焊机12台;用于球形储罐的全位置CO2焊机30台,BU-GOU自动行走装置20套。我们在储罐焊接施工的方面积累了丰富的施工经验,处于国内的领先水平。
我公司拥有各种热处理设备20套,能根据设计要求热处理各种储罐,具有采用燃油混合加热法整体热处理各种大型储罐的能力,到现在为止共热处理各种现场球形储罐20余台;
我公司拥有各种无损检测设备100余台,能够从事X射线、γ射线、超声波、磁粉、渗透探伤,掌握超声波探伤适时成像技术,能够满足各种储罐的探伤要求。
四、施工技术
我公司具有各种规格球罐的制造能力,至今已制造球罐46台。球壳板的压制采用油压机冷压成型,球壳板成型的弧度优于国家标准。球壳板坡口加工具有双火焰三维曲线自动切割成形技术,加工精度高,质量优良,处于国内领先水平。大型储罐的下料采用龙门数控切割或半自动小车切割,下料的尺寸精确,坡口切割质量高。
球形储罐现场组对拼装采用立中心柱伞形架法,组对的质量好,容易保证球罐的几何尺寸;立式储罐根据储罐的几何尺寸大小采用正装法或倒装法进行组对。我公司现拥有成套的约500t的球罐和立式储罐现场组对专用工装,可以高质量地完成各种规格的球罐和立式储罐的现场组装工作。
在储罐的焊接施工方面,我们有成熟的经验。我公司组焊安装过多种进口和国产材料的球罐和立式储罐,对进口(LT50-Y-40G、N-TUF50、9%Ni)和国内(16MnR、07MnCrMoVR、15MnNbR、16MnDR等)的各种压力容器用钢的焊接性能都比较了解。对立式储罐我们采用气电立焊、埋弧横焊、添加铁粉的埋弧焊进行焊接,气电立焊的效率高(壁厚小于21mm的焊缝可以一次成型)、合格率高、外观质量好,我们在储罐底板的焊接变形控制方面有比较成熟的经验。球形储罐的焊接采用国内先进的全位置CO2气体保护自动焊,这种焊接方法效率高、焊接质量好,15MnNbR钢和07MnCrMoVR钢的CO2气体保护自动焊是我公司在国内独有的技术。我公司早在70年代就开始建造乙烯、丙烯等低温钢(9%Ni、16MnDR、07MnCrMoVNiDR)储罐。
乙烯低温储罐制造安装中具有结构特殊,材质特殊,焊接要求特殊,罐体保冷特殊,施工程序复杂,检、实验程序多等特点。我公司在乙烯低温储罐的预制、安装和焊接方面具有较丰富的实践经验和有效的质量保证措施。早在70年代初我公司就承担了燕化公司化工一厂4台1500
m30.9%Ni钢乙烯球罐的现场组对和安装任务,近年又先后承担了一些低温压力容器和乙烯储罐的制造安装工作。在此其中,培养和锻炼了一批对乙烯储罐的组焊安装具有丰富经验的技术人员和施工队伍,特别是在低温储罐0.5%Ni、0.9%Ni钢的焊接方面,具有成熟的焊接工艺和丰富的焊接经验。多年来,通过低温钢的焊接,我公司培养了一批具有低温钢焊接丰富经验的焊工。因此在技术能力、机具、检验手段以及保冷技术等各方面,我公司都具有承担乙烯低温储罐制造、安装雄厚实力。
对于现场组焊需要整体热处理的储罐,我们拥有内燃油法和电加热法热处理的设备和技术。内燃油法采用德国西门子的设备,配以集散型微机控制技术,控制精度高。此工艺方法已成功用于2000m3液化气球罐,温差可控制在15℃之内,得到钢研院及通用所等有关专家的一致肯定,并使之成为球罐整体热处理标准制定的依据。最近又成功的对71万吨乙烯改扩建工程的2具裂解气干燥器(规格为Ф4300×12240×70)进行整体热处理。采用这种方法进行热处理,整个储罐的加热均匀,消除焊接应力效果好。燕化配套工程牛口峪10万m3储罐的开孔壁板采用炉内热处理技术,经焊后热处理开孔壁板的变形控制在规范及技术要求的范围内。
根据设计要求的不同我们可以采用不同的无损检测方法,我们在储罐的无损检测方面积累了丰富的经验,特别是储罐的γ射线探伤和超声波探伤方面。另外,我公司还拥有声发射监测设备和技术,可以进行球罐的实时声发射监测。
五、典型储罐工程简介
1974年~1975年,我公司承建了国内第一套30万吨/年乙烯装置的配套工程,4台2000m3
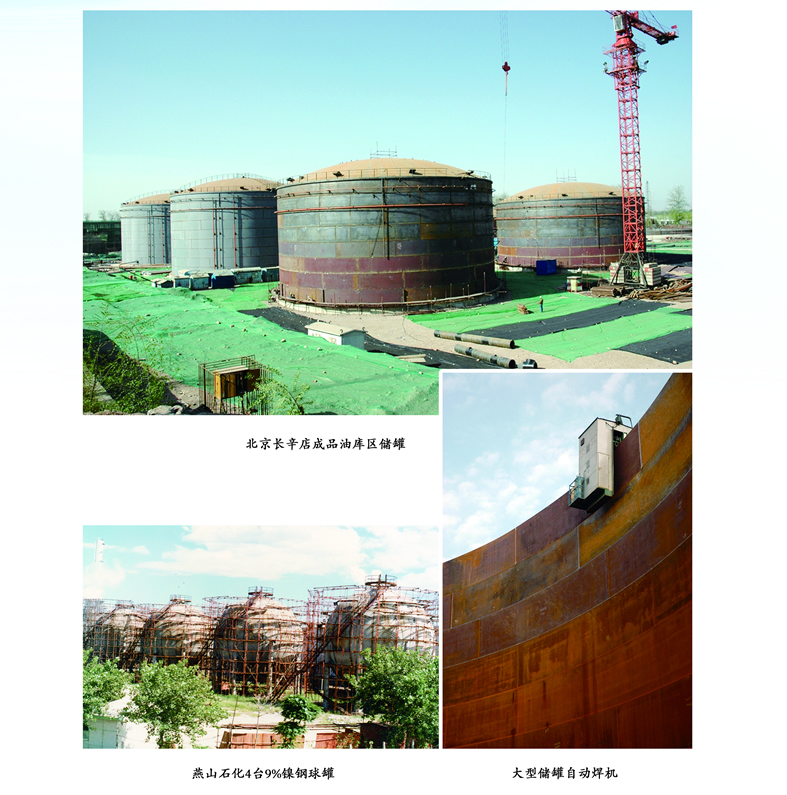
LT-50钢乙烯球罐,也是国内第一套大型乙烯球罐。之后,我公司又陆续承建了乙烯、丙烯、液化气等数十台球罐,材质涉及N-TUF50、9%Ni、CF-62、15MnNbR等数种进口或国产的低温、常温用高强钢。其中1985年为燕化化工一厂建造了4台1500
m3
9%Ni钢乙烯球罐,9%Ni钢用作球罐在国内是第一次,在世界上也很少。我公司联合清华大学等国内著名院校和科技单位对9%Ni钢的焊接进行了攻关,通过大量试验研究,解决了热裂纹、冷裂纹、磁偏吹、焊缝表面密集缺陷控制等难题,4台球罐投用至今,经开罐检验一切正常。该项球罐工程获全国优秀焊接工程奖,焊接QC小组获国家级优秀QC小组奖。我公司对9%Ni钢的焊接有了深入的研究和了解,积累了丰富的经验,具有承建9%Ni钢制储罐和各种设备的能力。
我公司从1997年5月到1998年7月为北京燕化公司炼油事业部建造了气体分馏罐区,罐区包括5台2000m307MnCrMoVR钢液化气球罐,这是国内首次采用07MnCrMoVR钢建造的液化气球罐。针对此项工程,我公司与武汉钢铁公司共同攻关,解决了钢板和焊接接头冲击韧性、此钢种用于大型球罐的焊接工艺等难题。在施工中我们克服冬季北京风沙大、气温低等不利因素的影响,严格管理,狠抓质量,使该5台球罐的焊接一次合格率达到98%以上,在2000年此项工程被评为“全国优秀焊接工程”。我们和清华大学共同开发的07MnCrMoVR钢CO2气体保护自动焊获得北京燕化公司2000年的“科研成果一等奖”。
我公司从1999年5月到2001年7月分两期工程为北京燕化公司炼油事业部建造了四台10万m3原油储罐。针对此项工程,从1995年我公司联合武汉钢铁公司共同攻关实现了10万m3原油储罐的国产化,填补了国内空白,结束了我国建造10万m3原油储罐长期依赖进口的历史。在10万m3原油储罐的施工过程中我们大量采用自动焊,其中罐壁立焊采用气电立焊,横焊采用埋弧横焊,罐底板采用添加铁粉埋弧自动焊。在10万m3原油储罐的施工过程中,我公司采用大量的先进技术并与以往的施工经验相结合,使得10万m3原油储罐的罐底板凹凸度、罐壁板的垂直度和椭圆度、浮顶板凹凸度均达到设计及规范的要求,从而保证了总体施工质量,加快了施工进度,创造了仅用6个月就实现10万m3原油储罐中交的奇迹,处于国内的领先水平。 |
|
|
|

|
|
我公司负责施工的南京扬-巴项目公用工程中央罐区3具50000 m3石脑油储罐施工质量优秀,被国际项目管理公司评为“月度最佳质量承包商” |
|

|
| 1999年和2001年分别完成的四具10万立原油储罐,罐壁材料采用WH610D2高强钢材,是国内10万立储罐中唯一采用国产高强钢的储罐。结束了我国长期依赖进口材料的局面。 |
|

|
|
2000m3
07MnNiCrMoVDR丙烯球罐 |
|

|
|
我公司新建成的1500m30.9%Ni乙烯球罐 |
|

|
|
悬臂式油压机的投用大大增强了球壳板压制能力 |
|

|
|
大型油压机 |
|

|
|
我公司压制成的球壳板 |
|